Używane samochody o niewłaściwej konserwacji są pokryte korozją. Czasami, jeśli problem nie zostanie rozwiązany na czas, wymagana jest całkowita wymiana poszczególnych części ciała. W tym przypadku, bez spawania nie wystarczy. Spawanie karoserii typu "zrób to sam" wymaga umiejętności i przynajmniej niewielkiego doświadczenia.
Do spawania z karoserią najbardziej odpowiednią opcją jest użycie półautomatycznej spawarki. Pozwala to na pracę z dowolną grubością materiału: od 0,7 do 4 mm. W tym przedziale pasują jak na przykład cieńsze skrzydła i potężne drzewce.
Treść
- 1 Metody łączenia elementów w spawaniu samochodowym
- 1.1 Łączenie tyłek
- 1.2 Połączenie zakładkowe
- 1.3 Spawane nity elektryczne
- 2 Rodzaje spoin
- 2.1 Solidny przerywany
- 2.2 Stałe
- 2.3 Kropkowane
- 3 Lokalizacja szwów
- 4 Przygotowanie materiału do spawania
- 5 Regulacja prądu spawania
- 6 Ustawianie pokręteł
- 6.1 Pierwszy przypadek
- 6.2 Drugi przypadek
- 6.3 Trzeci przypadek
- 6.4 Czwarty przypadek
- 7 Możliwe problemy w działaniu spawania półautomatycznego
- 7.1 Błędny bieżący wybór
- 7.2 Słaba regulacja zacisku w mechanizmie podającym
- 7.3 Niskie zużycie gazu
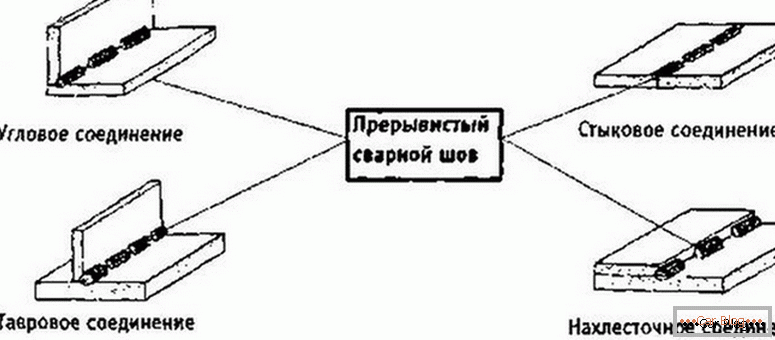
Metody łączenia elementów w spawaniu samochodowym
Różne jednostki i opcje naprawy maszyny za pomocą prac spawalniczych sugerują inne podejście do łączenia nowych wkładek ze starym ciałem. Rozważ trzy główne sposoby instalacji metalowego latoka.
Łączenie tyłek
Spawanie karoserii za pomocą półautomatycznego urządzenia najczęściej odbywa się za pomocą złącza stykowego. W ten sposób nie powstaje dodatkowe niepotrzebne pogrubienie na ciele. Ta metoda jest stosowana podczas spawania łat lub małych wkładek, które nie są poddawane dużej wytrzymałości na rozciąganie.
Typy połączeń
Przed rozpoczęciem pracy z łatami można usunąć sfazowania z boków, które mają być spawane.
Jeśli grubość blachy wynosi do 2 mm, można to zrobić bez fazowania. Ten sposób łączenia wymaga bardziej skrupulatnej regulacji spawanego elementu i przygotowanej sekcji karoserii. Odprawy powinny być ograniczone do minimum, a najlepiej bez nich. Metoda ta jest zwykle stosowana do zewnętrznych elementów twarzy.
Podczas wykonywania tej operacji spawacz musi mieć wystarczająco wysokie kwalifikacje.
Spawanie czołowe
Prace wykonuje się za pomocą litego szwu punktowego. Wysokiej jakości wyniki nie wymagają czasochłonnego prostowania i długiego ściągania. Czasami jest dość kitu i zaczynu. Grubsze arkusze żelaza są łatwiejsze do spawania, a także mogą być spawane ze stałym szwem punktowym. Cienkie gotowanie blachy jest trudniejsze.
Lap Lap
Takie połączenie jest najprostsze i dlatego stało się szeroko rozpowszechnione wśród spawaczy samochodowych. Tak więc, jeden z kawałków metalu nakłada się na drugi, podczas gdy otwór jest całkowicie zablokowany, który należy załatać.
Zgrzewanie zachodzi na siebie
Metoda nadaje się do spawania struktur energetycznych: progi, pręty itp.
Spawane nity elektryczne
Taka metoda jest raczej rodzajem nakładania się. Jest jednak podobny do spawania punktowego. Jest aktywnie wykorzystywany w spawaniu samochodowym. Na przykład służy do instalowania nowych skrzydełek, podkładek wzmacniających na ramie nadwozia.
Rodzaje spoin
Pomimo metod łączenia, w każdym przypadku technologia spawania za pomocą półautomatycznej maszyny wymaga użycia różnych rodzajów szwów. Istnieją trzy popularne opcje szycia:
- stały;
- kropkowany;
- stałe przerywane.
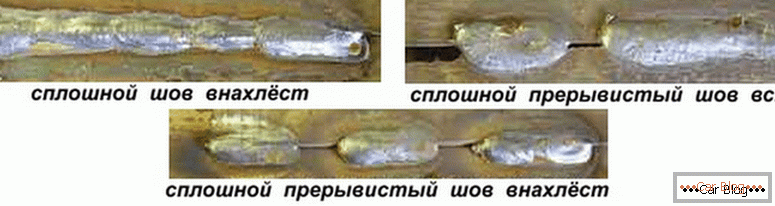
Rodzaje szwów
Każda z nich może zostać nałożona na dowolne metody wiązania, zarówno na kolanach, jak iw stawach stykowych.
Zobacz także: Co zrobić, jeśli reflektory mgły w środku?Solidny przerywany
Taki szew jest okresową przemianą ciągłych przekrojów i pęknięć bez metalu. Artysta niezależnie wybiera odstępy od wypełnienia. Odbywa się to, aby nie "pociągnąć" metalu spawanego elementu lub konstrukcji ramy samochodu.
W tym przypadku zmniejsza się przegrzanie arkuszy, co przyczynia się do niezmieniania właściwości fizycznych stopu stali, z którego wykonane są części.
Solidny
Może mieć postać ciągłego "przelewania" stopionego metalu, a także wygląda jak duża liczba punktowych spoin, położonych bardzo blisko siebie. Ta metoda prawie nie ma zastosowania w projektowaniu samochodów. Chociaż można go stosować z prawie dowolną grubością metalu.
Zastosowanie takiego szwu zmniejsza "elastyczność" całej struktury. Pęknięcia zmęczeniowe mogą również wystąpić podczas pracy maszyny.
Kropkowane
Nazwa mówi sama za siebie. Spawanie za pomocą półautomatycznej maszyny i łączenie blach odbywa się za pomocą spawanych punktów, które są rozmieszczone wzdłuż linii krycia w określonych odstępach czasu. Odległość między tymi punktami jest określona technologicznie i może wynosić od kilku centymetrów do kilku milimetrów.
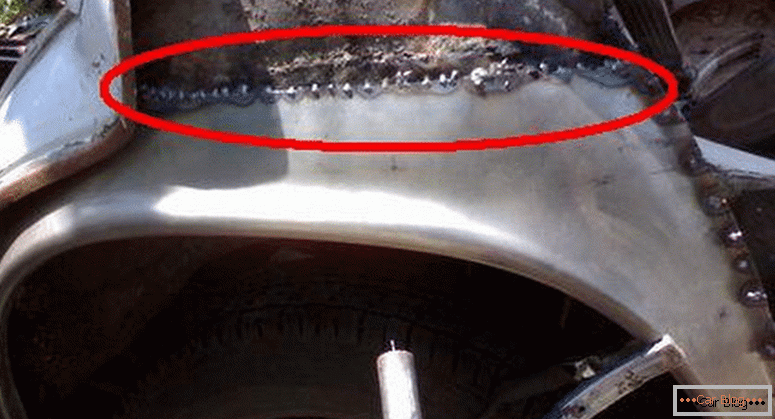
Lokalizacja szwów
Prace mogą przebiegać w różnych płaszczyznach:
- poziome "zgrzewanie górne";
- poziome "spawanie denne";
- pionowy szew.
Najwygodniejsza jest opcja spawania "top". W tej pozycji szew jest całkowicie wypełniony, wypełniając wszystkie puste przestrzenie i szczeliny. Mniej wygodna opcja do pracy w pionie. W takim przypadku należy upewnić się, że metal nie spływa w dół szwu.
Najtrudniejsza metoda spawania polega na "pracy od dołu".
W tym położeniu szew jest uzyskiwany pod elementami łączącymi i stale ma tendencję do spływania. Dlatego musisz mieć umiejętność pracy w takiej pozycji, aby nie pogorszyć jakości spawania.
Przygotowanie materiału do spawania
Przed rozpoczęciem spawania należy przygotować powierzchnię. Aby to zrobić, jest oczyszczany ze wszystkich rodzajów zanieczyszczeń:
- ślady korozji;
- warstwy farby i podkładu, w tym wysyłka;
- ochronne i ochronne warstwy powłokowe;
- wszystkie rodzaje smarów.
Obecność takich substancji może obniżyć jakość nałożonego szwu lub całkowicie uniemożliwić przepływ prądu przez obwód.
Występują również inne negatywne skutki:
- gaz, który powstaje podczas spalania palnych pozostałości, może tworzyć porowatą strukturę spoiny o złej jakości;
- takie gazy mogą "zdmuchnąć" metal z miejsca spawania, co powoduje powstanie otworu, a rozpryskiwanie roztopionego metalu może prowadzić do poparzeń;
- zanieczyszczenia emitują dużą ilość dymu, co może prowadzić do zatrucia produktami spalania lub spowodować pożar.
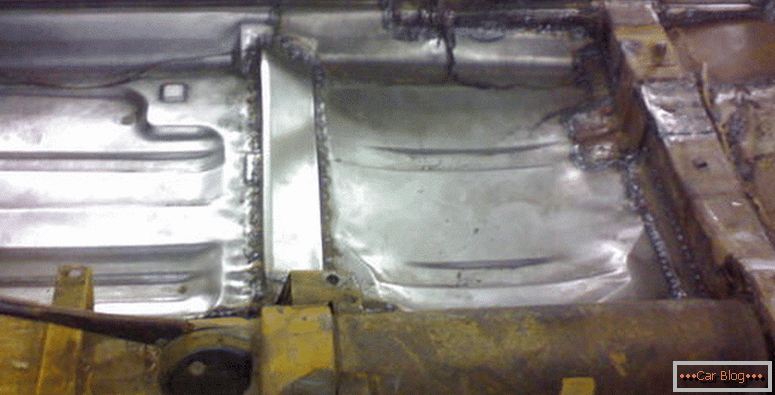
Powierzchnie powinny ściśle przylegać do siebie.
Bezpieczeństwo w pracy
W tym celu stosuje się różne zaciski i zatrzaski. Dozwolone jest również tymczasowe mocowanie za pomocą śrub lub wkrętów.
Regulacja prądu spawania
Dla początkujących spawaczy, którzy nie pracowali na cienkich arkuszach mniejszych niż 1 mm, zaleca się ćwiczyć nie na powierzchniach roboczych samochodu, ale przeprowadzać eksperymentalne spawanie niepotrzebnych cienkich części.
Podczas spawania samochodu należy przestrzegać środków bezpieczeństwa:
- jako że arkusze eksperymentalne nie muszą pobierać próbek ocynkowanych, ponieważ pary staną się trujące;
- nie można pracować z silnym przeciągiem lub wiatrem, ponieważ powoduje to wydmuchanie gazu ze strefy spawania, co obniży jakość pracy lub całkowicie uniemożliwi ich wykonanie.
Wielkość prądu spawania jest wprost proporcjonalna do grubości metalu. W przypadku blach o małej grubości należy ustawić prąd w zakresie 40-60 A.
Większość obecnych regulatorów urządzeń półautomatycznych nie ma absolutnej klasyfikacji, ale względnej. Dlatego dokładny bieżący wskaźnik musi zostać sprawdzony zgodnie z instrukcjami.
Poprawność wybranego prądu pokaże jakość spoiny. Różne napięcie w sieci elektrycznej wpływa na parametry wyjściowe urządzenia. W związku z tym regulacja urządzenia jest prowadzona w większym stopniu przez eksperymentalny wybór pozycji pokręteł regulacyjnych.
Patrz również: Zabezpieczenie antykorozyjne karoseriiRegulacja regulatorów
Przykładem może być urządzenie półautomatyczne. Helvi Panther 132. Ma trzy regulatory wpływające na bieżący parametr. Dwa przełączniki mają tylko dwie pozycje: "1" i "2" w pierwszym, "min" i "maks." W drugim. Trzeci płynnie reguluje podawanie drutu. Szybkość podawania drutu zależy od ilości prądu. Oznacza to, że urządzenie niezależnie reguluje prąd w zależności od podawania drutu.

Automatyczne półautomat spawalniczy
Jako przykład można podać ustawienia tego półautomatycznego dla różnych grubości spawanego metalu. Cienki arkusz dobrze "ugotowany" przy ustawieniach: "1", "max", a płynna regulacja wynosiła "7". Grubsze arkusze lepiej wypróbować na instalacji: "2", "max", "8".
Podczas pracy z urządzeniem półautomatycznym mogą występować różne wyniki spawania. W zależności od aktualnej siły możesz uzyskać następujące wyniki:

Wynik spawania z innym prądem
Pierwszy przypadek
Prąd jest zbyt mały, więc nie ma rozproszenia metalu nad powierzchnią, a część nie rozgrzewa się, co pogarsza krycie. Okazuje się, że nie ma "niepowodzenia". Konieczność zwiększenia prądu.
Drugi przypadek
Prąd jest prawidłowo ustawiony, metal jest wystarczająco rozproszony i widoczne jest nagrzewanie spawanej części. Na odwrocie arkusza widoczna jest mała metalowa kropla.
Trzeci przypadek
Prąd jest większy niż dozwolona wartość. Stopiona kropla z drutu jest zbyt "poślizgnięta". Po drugiej stronie jest wyraźna duża kropla stopionego metalu.
Czwarty przypadek
Znaczna nadwyżka dopuszczalnego prądu w takim stopniu, że powstają wypalenia od końca do końca. Wymaga znacznego zmniejszenia natężenia prądu do momentu pojawienia się niewielkiego spadku bez spalania.
Możliwe problemy w działaniu spawania półautomatycznego
Nie wszystkie prace są wykonywane w normalnym trybie. Z powodu błędów operacyjnych lub wadliwego wyposażenia mogą wystąpić nietypowe sytuacje.

Błędny bieżący wybór
Kiedy prąd jest ustawiony zbyt wysoko, następuje wypalenie w metalu. Może również tworzyć kroplę stopionego drutu, który wystaje z miedzianej końcówki. Jeśli taka sytuacja wystąpi, dodatkowy podajnik drutu może doprowadzić do pęknięcia, gdy opuszcza podajnik.
Słaba regulacja zacisku w mechanizmie podającym
Jeśli przejście drutu przez miedzianą końcówkę zostanie zablokowane, wówczas zostanie przerwane w podajniku. Oznacza to zbyt duży docisk. Przy odpowiedniej regulacji drut ślizga się, a nie pęka. To zdarzenie oznacza coś przeciwnego - siła zaciskania nie zapewnia wystarczającego zamocowania drutu.
W takim przypadku może dojść do "uchwycenia" końcówki i nie być związane z wielkością zainstalowanego prądu.
Takie same wyniki występują, gdy podawanie drutu jest zbyt wolne.
Niskie zużycie gazu
W takiej sytuacji należy odpowiednio ustawić skrzynię biegów. Możesz skupić się na przybliżonym zużyciu 8-10 litrów na minutę przy średnicy drutu 0,8 mm. Chociaż instrukcja dla urządzeń półautomatycznych proponuje umieszczenie do 3 litrów, ale w praktyce to nie wystarczy.


